
1、引言
對(duì)于大部分使用拉絲機(jī)的國(guó)內(nèi)金屬加工企業(yè)來說,國(guó)產(chǎn)拉絲機(jī)械產(chǎn)品已經(jīng)能夠被接受替代國(guó)外高端的產(chǎn)品,拉絲機(jī)械主要配套國(guó)外變頻器,主要原因有兩個(gè),一是國(guó)產(chǎn)變頻器技術(shù)在一段時(shí)間內(nèi)落后于國(guó)外變頻器廠家,無論從控制算法的先進(jìn)性,可實(shí)現(xiàn)性,還是從硬件平臺(tái)的簡(jiǎn)易性,穩(wěn)定性都有一定的差距。二是對(duì)于大部分國(guó)外拉絲機(jī)械設(shè)備生產(chǎn)商來說,也傾向于配套國(guó)外變頻器和 PLC 。國(guó)產(chǎn)變頻行業(yè)經(jīng)過 5 年的發(fā)展,已經(jīng)證明絕大部分性能已經(jīng)滿足現(xiàn)場(chǎng)需要。針對(duì)拉絲機(jī)械配套市場(chǎng), 四方變頻器 C320 系列 配置先進(jìn)快速的 PID 控制算法,針對(duì)各種不同的拉絲機(jī)械,均能夠?qū)崿F(xiàn)較為簡(jiǎn)潔方便的拉絲機(jī)控制方式。
2、拉絲機(jī)工作分析
從產(chǎn)品終端來說,拉絲機(jī)可以分為大拉機(jī),中拉機(jī),小拉機(jī),微拉機(jī)。而從拉絲機(jī)內(nèi)部控制方式和結(jié)構(gòu)來說,可以分為水箱式,滑輪式,直進(jìn)式等主要的幾種。對(duì)于不同要求,不同精度規(guī)則的產(chǎn)品,不同的金屬物料,可選擇不同規(guī)格的拉絲機(jī)械。對(duì)電線電纜生產(chǎn)企業(yè),雙變頻控制的細(xì)拉機(jī)應(yīng)用比較廣泛,相對(duì)而言,其要求的控制性能也較低,而對(duì)大部分鋼絲生產(chǎn)企業(yè),針對(duì)材料特性,其精度要求和拉拔穩(wěn)定度高,因此使用直進(jìn)式拉絲機(jī)較多,不同的拉絲機(jī)械,其工作過程基本相同(如下圖):

• 放線 : 金屬絲的放線速度,對(duì)于整個(gè)拉絲機(jī)環(huán)節(jié)來說,其控制沒有過高精度要求,對(duì)部分雙變頻控制的拉絲機(jī)械,甚至可以通過拉絲環(huán)節(jié)的絲線張力通過一圓盤拉伸。對(duì)大部分拉絲機(jī)械,放線的控制是通過變頻器驅(qū)動(dòng)放線機(jī)實(shí)現(xiàn)的。
• 拉絲 : 拉絲環(huán)節(jié)是拉絲機(jī)最為重要的環(huán)節(jié)。不同金屬物料,不同的產(chǎn)品精度和要求,拉絲環(huán)節(jié)有很大的不同,雙變頻控制拉絲機(jī)拉絲部分與放線部分共用一臺(tái)電機(jī),金屬絲通過內(nèi)部塔輪的導(dǎo)引,經(jīng)過模具而逐步拉伸。而直進(jìn)式拉絲機(jī)拉伸效率較高,對(duì)每一道拉絲工序,都需要一臺(tái)電機(jī)帶動(dòng),因此其控制也最為復(fù)雜。
• 收線 : 收線環(huán)節(jié)的工作速度決定了整個(gè)拉絲機(jī)械的生產(chǎn)效率,因此也是整個(gè)拉絲機(jī)工作的控制源,一般通過一個(gè)主機(jī) PLC 或人機(jī)操控系統(tǒng)直接控制的變頻器驅(qū)動(dòng)收線機(jī)。
3、拉絲機(jī)械工作原理分析
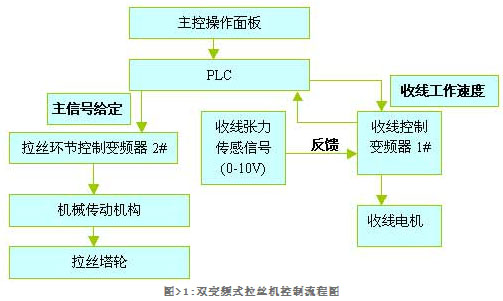
雙變頻式拉絲機(jī)的控制流程如圖 1: 主控操作面板設(shè)定 PLC 輸出收線信號(hào),此信號(hào)通過 PLC 頻率修正后給定至收線控制 1# 變頻器,金屬制成品于收線端通過一安裝有張力傳感器的導(dǎo)輪,輸出金屬絲張力信號(hào),作為拉絲收線張力信號(hào)反饋輸入到 1# 變頻器, 1# 變頻器通過內(nèi)置 PID 閉環(huán)控制,決定輸出頻率,此輸出頻率通過主控系統(tǒng)或者 PLC 綜合,輸出對(duì) 2# 拉絲環(huán)節(jié)控制電機(jī)的控制,由于對(duì)產(chǎn)品精度和拉拔要求不高,金屬絲在通過不同模具時(shí)的速度差異通過機(jī)械機(jī)構(gòu)實(shí)現(xiàn),而不必要對(duì)每道拉拔都實(shí)現(xiàn)閉環(huán)控制。
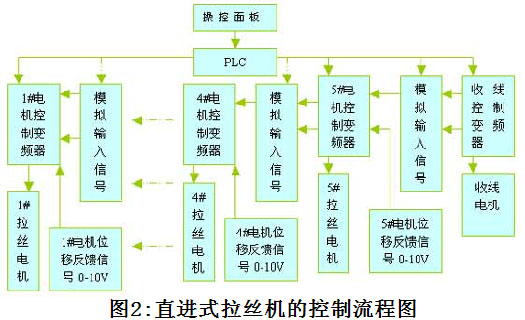
使用變頻器的典型直進(jìn)式系統(tǒng)控制如圖 2 ,操作面板和 PLC 負(fù)責(zé)設(shè)定和監(jiān)控各個(gè)環(huán)節(jié)的參數(shù),通過變頻器的各個(gè)設(shè)定端子,直接進(jìn)行各個(gè)拉絲卷筒控制變頻器狀態(tài)共享。收線卷筒電機(jī)的運(yùn)行頻率通過主操控 PLC 輸出給定。收線電機(jī)的運(yùn)行頻率,直接決定了上一級(jí) (5#) 電機(jī)的運(yùn)行速度,為了保證張力基本恒定以保證金屬產(chǎn)品的品質(zhì),拉絲環(huán)節(jié) (1-5#) 電機(jī)的主控速度通過 PLC 綜合下一級(jí)電機(jī)的頻率給定,單獨(dú)主頻率給定信號(hào)滿足不了產(chǎn)品生產(chǎn)要求,容易造成斷線故障,因?yàn)樵谥边M(jìn)式各個(gè)拉絲道中,拉絲的效率較高,各個(gè)卷筒間絲線張力很不一致,致使各個(gè)拉絲卷筒間絲線半徑精度不高,為達(dá)到生產(chǎn)要求,一般以本級(jí)電機(jī)張力傳感信號(hào)為頻率設(shè)定輔助信號(hào)反饋,通過調(diào)節(jié)輥輸出的是角度信號(hào),角度信號(hào)經(jīng)過凸輪變成直線式位移信號(hào),位移傳感器檢測(cè)直線位移信號(hào)輸出 0 ~ 10 V 的電壓信號(hào),此信號(hào)做為內(nèi)部 PID 的反饋信號(hào)。
主控制信號(hào)控制變頻器時(shí),必須考慮機(jī)械慣性,按一定的斜率輸出,即通過一頻率斜坡發(fā)生器產(chǎn)生變頻器主控制信號(hào)。發(fā)生器的斜率可針對(duì)不同機(jī)械的特性而設(shè)定。輔助信號(hào)由內(nèi)置 PID 環(huán)節(jié)輸出,它決定了當(dāng)前拉絲機(jī)的動(dòng)態(tài)特性,在整個(gè)信號(hào)給定中,當(dāng)輔助信號(hào)所占比例較大時(shí),轉(zhuǎn)速將出現(xiàn)大的振蕩而較難穩(wěn)定,當(dāng)輔助信號(hào)占比例較小時(shí),其控制跟隨速度較慢。因此須在主控 PLC 或變頻器內(nèi)部對(duì)輔助頻率進(jìn)行限幅,通過簡(jiǎn)單的比例關(guān)系,設(shè)定主給定信號(hào)和拉絲機(jī)本身閉環(huán)給定信號(hào)的比例關(guān)系即可實(shí)現(xiàn),對(duì)大部分拉絲機(jī),使其 PID 頻率限幅在 10% 左右。
拉絲機(jī)各個(gè)卷筒控制電機(jī)頻率主信號(hào)給定需要進(jìn)行修正和補(bǔ)償,這是由于拉絲機(jī)工作特性決定的。 根據(jù)金屬絲體積秒流量相等的原則,設(shè)上一級(jí)模具出線半徑為 A ,線速度為 V A ,經(jīng)過當(dāng)前級(jí)模具拉伸后半徑為 B ,速度為 V B ,則變速比滿足下式:
V A / V B = B 2 /A 2 ( 公式 1)
4、四方 C320系列變頻器優(yōu)勢(shì)介紹
• 使用轉(zhuǎn)速和電流閉環(huán)的無傳感器矢量控制方式,快速的速度和轉(zhuǎn)矩閉環(huán),減免了測(cè)速機(jī)構(gòu),實(shí)現(xiàn)較高的控制精度和控制性能。
• 高性能的低頻轉(zhuǎn)矩特性, 150% 的起動(dòng)轉(zhuǎn)矩, 100% 的零頻預(yù)勵(lì)磁輸出。
• 先進(jìn)的內(nèi)置 PID 閉環(huán)控制算法,確保 PID 控制器性能達(dá)到最優(yōu),最大限度方便客戶的 PID 控制器參數(shù)設(shè)置。
• 高速的控制 CPU 內(nèi)核,保證了控制性能的快速性,高達(dá) 100% 的直流制動(dòng)力矩,對(duì)尤其是拉絲機(jī)等具有沖擊性的負(fù)載,保證了其快速的響應(yīng)特性,確保拉絲機(jī)停機(jī)不斷線。
• 完善的故障保護(hù)功能,最大限度地對(duì)拉絲機(jī)械和變頻器本身進(jìn)行保護(hù)。
5、結(jié)束語(yǔ)
四方 C 系列變頻器 的高性能和完善的功能,使其在各個(gè)行業(yè)得到了廣泛的應(yīng)用,對(duì)于部分 V/F 變頻器滿足不了的要求高場(chǎng)合,其優(yōu)勢(shì)更為明顯。四方變頻器在拉絲機(jī)械上使用中,免除了客戶端繁雜的外部設(shè)備,內(nèi)置 PID 的調(diào)節(jié)方便簡(jiǎn)練,即使故障停機(jī)狀態(tài),也很少出現(xiàn)斷線,節(jié)電效果明顯。