
針對印刷包裝等行業(yè),需要追標停止動作,豐煒PLC的研發(fā)團隊,特意研發(fā)了中斷一段速位置定位指令-DVIT。該指令充分了解包裝印刷中的追標工藝,成功解決了以往追標不準的問題。看到指令出來后,一直想找機會實踐一下,看看其精確的追標動作,終于在前一段等來了驗證的機會:某客戶在使用豐煒PLC做全自動標簽印刷機的時候,定長印刷很好,只是在追標印刷的時候,會出現(xiàn)套色不準的情況。經(jīng)過了解是由于速度過快導致的過沖,受輸入輸出延時,程序的掃描周期,伺服急停等的影響。經(jīng)過對比用中斷處理和用中斷一段速定位指令處理的精度及速度,發(fā)現(xiàn)使用中斷一段速指令要比用中斷處理好很多。下面具體進行說明。
一. 中斷一段速位置定位指令說明(DVIT)
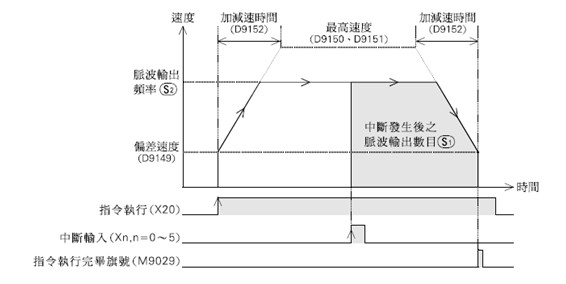
中斷一段速指令動作原理是在指令執(zhí)行時在設定加速時間內(nèi)經(jīng)偏差速度到設定頻率并持續(xù)發(fā)送脈沖,直到設定的中斷點有響應的時候,會立即從當前位置,根據(jù)設定數(shù)目的脈沖計算減速時機,做減速停止,從中斷響應位置到停止位置所發(fā)送脈沖數(shù)等于設定脈沖數(shù)。動作如圖所示:
二. 全自動標簽印刷機工藝說明及解決方案
我國國民經(jīng)濟的迅速增長與人民生活的不斷提高,促進了印刷業(yè)的快速發(fā)展,同時也帶動了印刷機械產(chǎn)業(yè)的快速增長。不干膠標簽印刷是一種特殊印刷行業(yè),以投資少、人員少、占地范圍小、操作靈活性強而受到用戶的青睞。
該客戶使用豐煒VB1系列PLC+海泰克HMI+安川伺服開發(fā)一種新型全自動標簽印刷機的電氣控制系統(tǒng),以增加產(chǎn)品功能,提升產(chǎn)品檔次。該設備主要有定長,追標,手動控制等功能。
定長和手動功能相對簡單,借著VB1系列2軸200KHz+2軸20KHz的脈沖輸出能力和多種加減速定位指令輕松保證設備的高速和高精度,最高運行速度可達到70米/分,定位精度在5絲以內(nèi)。
追標印刷相對來說比較不容易控制,首先是要保證運行速度,完成快速追標,所以追標的速度不可以慢,不然無法達到生產(chǎn)要求,其次追標一定要準,這樣才能保證二次印刷和一次印刷完全重合,保證印刷質(zhì)量。客戶一開始直接用色標信號使指令停止,由于是高速運動突然停止,肯定會存在過沖,并且過沖較大,后來又考慮到PLC的輸入延時,輸出延時,程序掃描周期等因素的影響,客戶采用兩段速控制即首先高速定位,在快接近色標的時候轉(zhuǎn)換為低速運行,并以中斷方式處理色標信號,達到立即停止的效果,使追標精度大幅提高,但是仍然有不完善的地方:首先,因為要保證低速追標,必須要充分留出低速運行的區(qū)間,嚴重影響設備的運行速度;其次,因設備運行速度不可能過低,伺服仍是處于急停狀態(tài),過沖在所難免,并且受速度等因素影響,過沖位置不穩(wěn)定,無法完成更高要求的追色印刷。通過了解該設備工藝,發(fā)覺用豐煒的中斷一段速指令可以很好的解決以上問題:首先,該指令不需要低速追標,可以一直以高速運行,充分的保證了設備的運行速度;其次,該指令追標動作以中斷方式進行,充分保證響應的快速性,并且是做減速停止,有效防止伺服電機的過沖,保證定位的穩(wěn)定性,而且由于指令保證從中斷響應點開始到停止位置的距離為設定距離,這樣就保證了定位的精確性。經(jīng)實踐驗證,該指令使追標速度及精度大幅提高,可以達到與定長印刷一樣的標準,性能不遜于進口設備,使得國產(chǎn)設備的性能明顯提升了一個臺階,獲得了市場的一致認可,目前已經(jīng)進入批量生產(chǎn)階段,為用戶創(chuàng)造了良好的經(jīng)濟效益。
三. 結(jié)論
經(jīng)該方案驗證,豐煒PLC的中斷一段速指令比以往追標方法無論是在速度、精度還是穩(wěn)定性等方面都有大幅度的提高,堪稱追標的一把利器。希望大家在今后的實踐中廣泛應用,一起提升我國制造業(yè)的水平!